
![[!--oldtitle--]](/d/file/sczzxt/2015-12-24/a78ff2ed87f6a366f893acee4bac0047.jpg)
*降低了客戶廠內物料配送成本
*杜絕了物料配送錯誤的情況
*提高了生產數據的采集的準確性與實時性
*實現了整套系統的網絡化控制
*提高了系統的拓展性,易用性
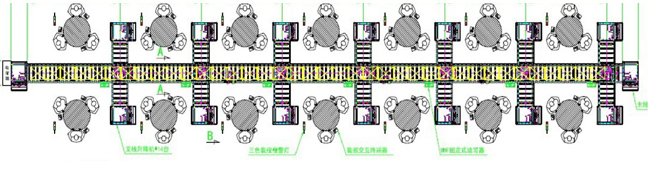
系統說明
通過給每個生產工作臺安裝1 個數據交互終端和1 個數控報警燈,員工通過該數據交互終端進行缺料呼叫,同時RFID報警燈會點亮并發出缺料警報鳴叫。
在每個補料工位站各部署一個工業PC,缺料呼叫請求會自動按照時間的先后順序排隊顯示在顯示屏上;補料員把物料裝入粘有RFID標簽的料盆,然后將料盆放到補料位傳送帶上,通過系統對工業控制系統(PLC)驅動與控制,系統直接把料盆運送至目標缺料工位之上,此時收料員手持機收到到料提示(震動),收料員可按顯示信息至指定位置實施收料。
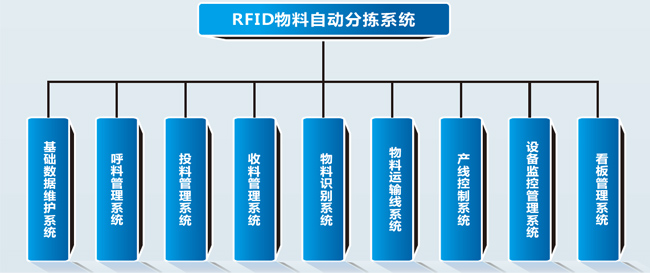
建設目的
(1) 系統主要用于生產線物料的自動配送,具有缺料呼叫、物料自動傳送等主要的業務功能;
(2) 系統通過產線傳輸至作業位置,一方面減少了人力,另一方面系統通過對物料標簽的識別與系統發料信息的比對分析,杜絕了物料配送錯誤的問題;
(3) 系統通過對產線控制系統(PLC)的自動分段控制,物料到達時,產線自動開啟,離開自動關閉,通過此方式達到節能降成本的目的;
(4) 通過系統的應用,實現對生產過程中的人、機、料、法的綜合分析,提高數據的準確性、實時性,實現對員工的準確績效考核和提供生產決策數據供管理者使用。
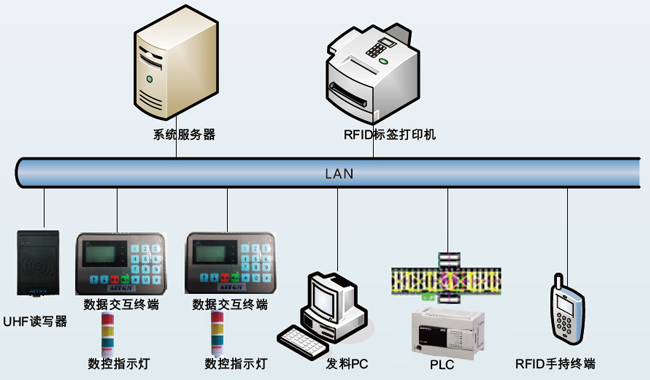
系統架構
本系統為分布式系統,其網絡部署結構如下所示:
系統優點
(1) 系統通過網絡連接實現將RFID技術與PLC控制系統的完美結合,實現了整套系統的網絡化控制,提高了系統的拓展性,易用性,為遠程控制、查看、維護系統運行提供了充分的條件;
(2) 通過該系統的建設,降低了客戶廠內物料配送成本,杜絕了物料配送錯誤的情況,同時提高了生產數據的采集的準確性與實時性。



